
Eğitim İçeriği
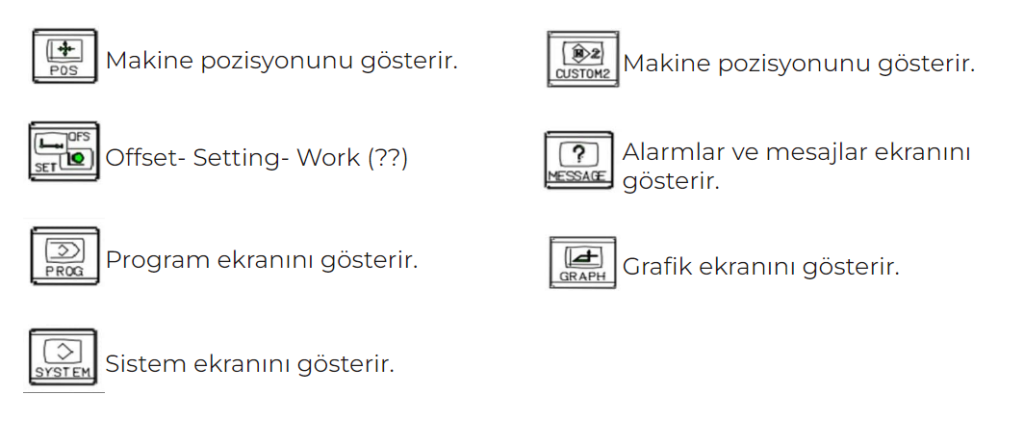
- EKRAN TUŞLARI
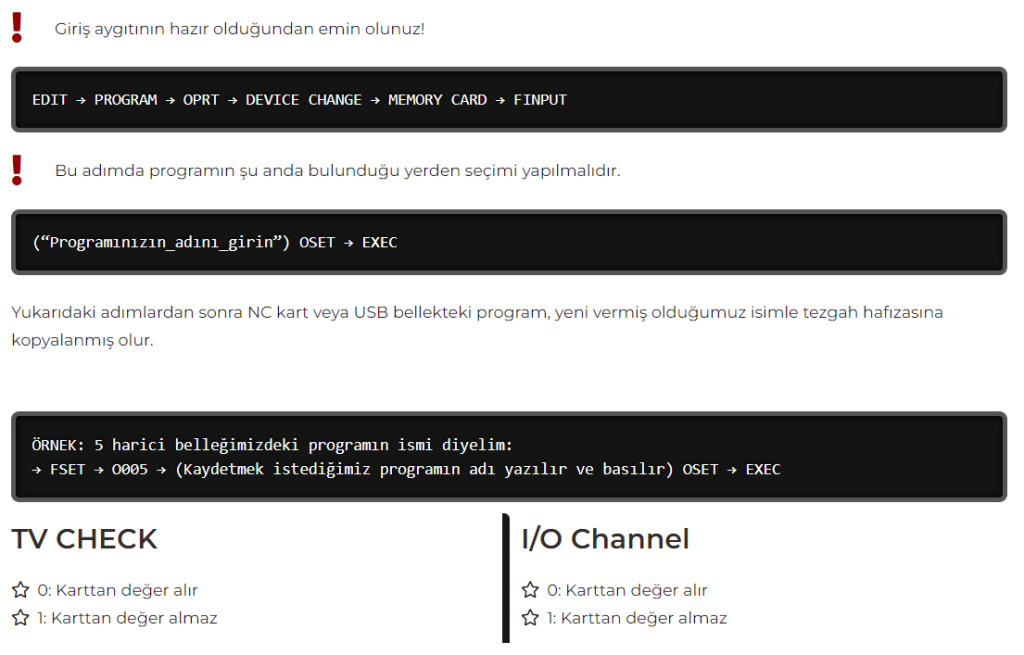
- KARTTAN PROGRAM AKTARMA
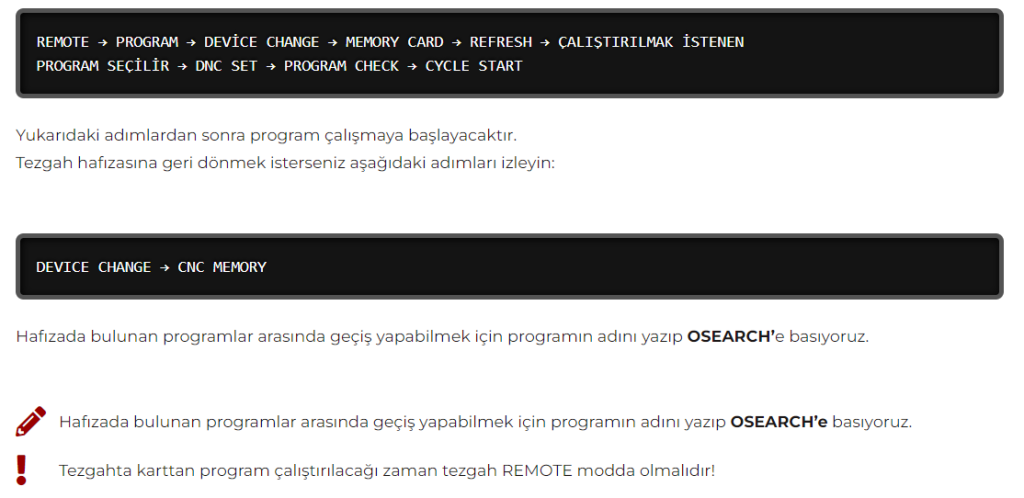
- KARTTAN PROGRAM ÇALIŞTIRMA
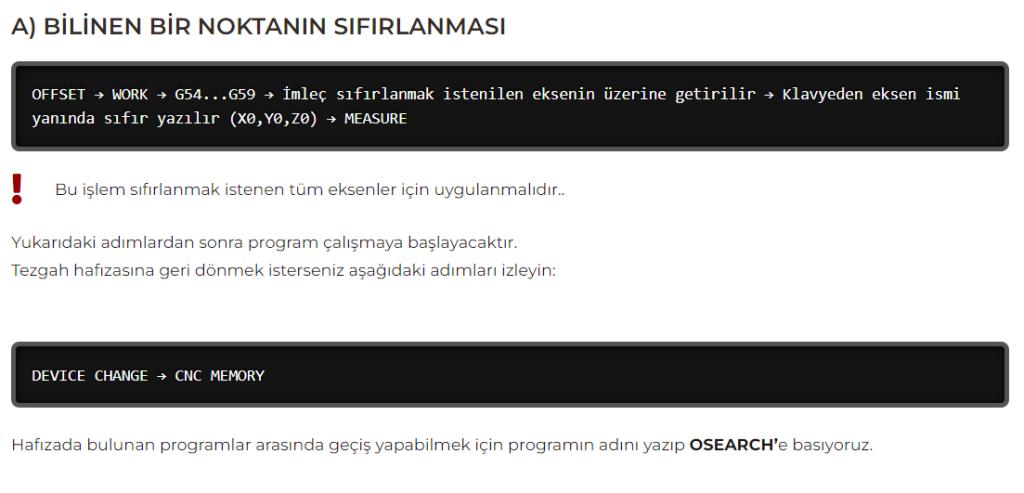
- PARÇA SIFIRLAMA
- TAKIM SIFIRLAMA
- SATIR KOPYALAMA& YAPIŞTIRMA
- MDI MODU
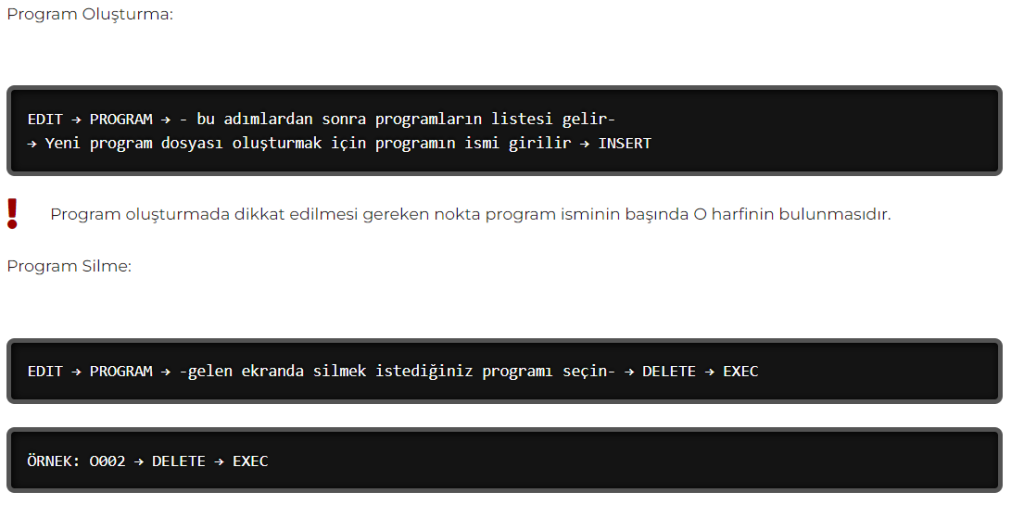
- PROGRAMLAMA
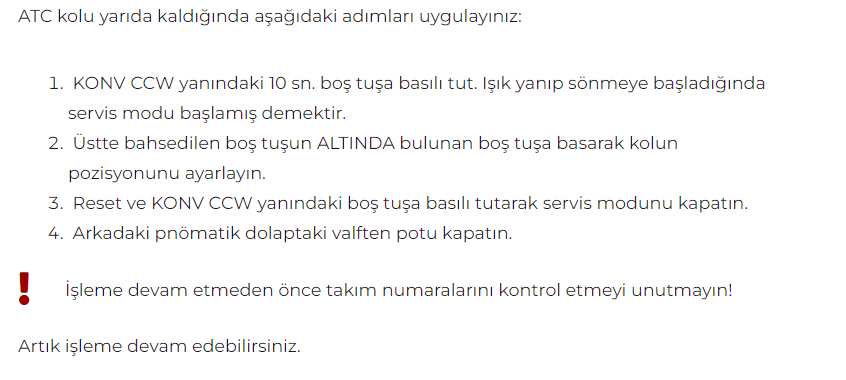
- ATC SERVİS MODU
1. EKRAN TUŞLARI
2. KARTTAN PROGRAM AKTARMA
3. KARTTAN PROGRAM ÇALIŞTIRMA
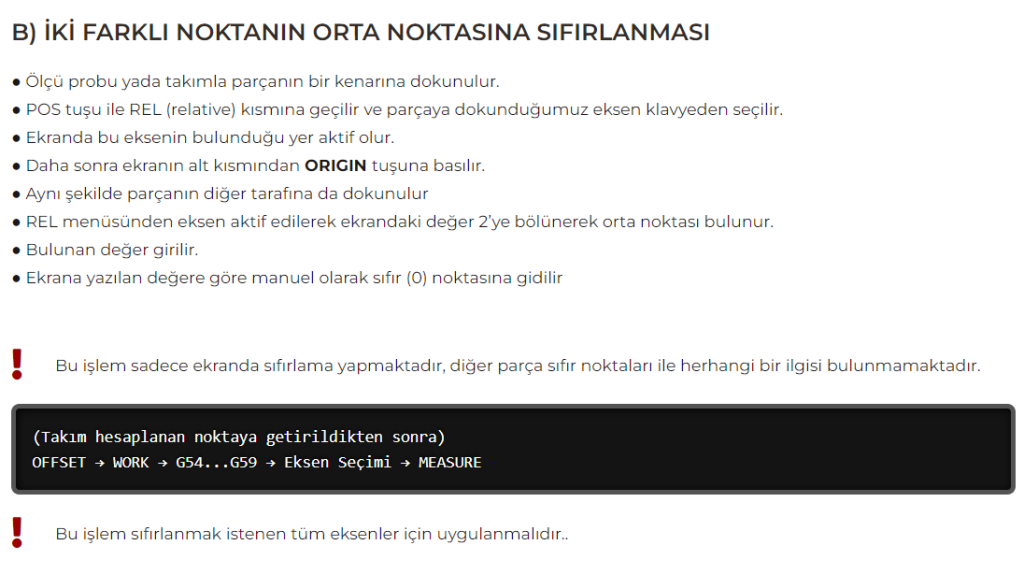
4. PARÇA SIFIRLAMA
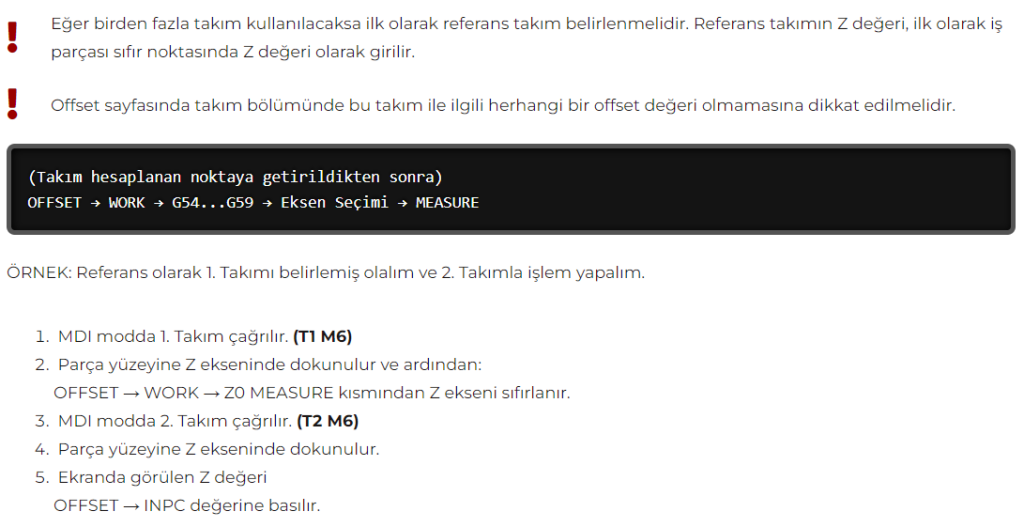
5. TAKIM SIFIRLAMA
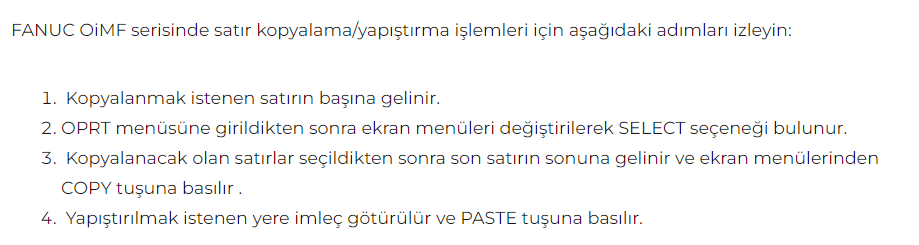
6. SATIR KOPYALAMA& YAPIŞTIRMA
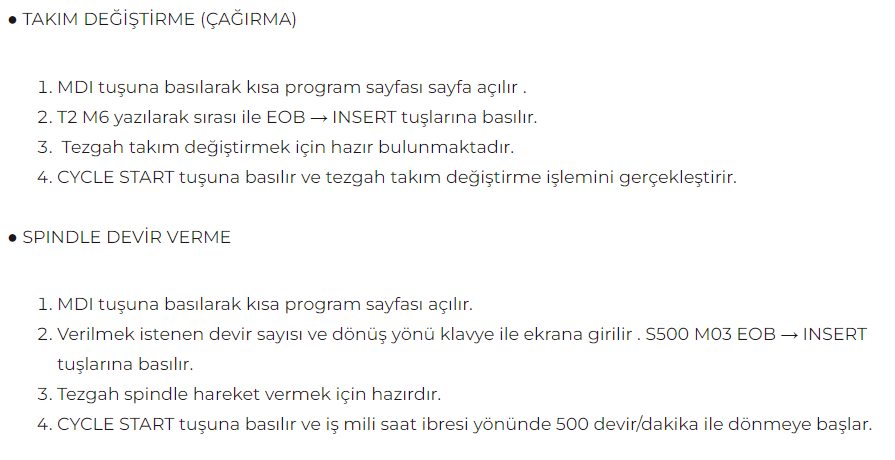
7. MDI MODU
8. PROGRAMLAMA
9. ATC SERVİS MODU

Benzer Konular
08.12.2021
CNC Tezgah kısaca metal, plastik ve ahşap gibi ham maddeleri işleyerek belirli şekiller veren üretim araçlarıdır. Bu makineler bilgisayar yardımıyla kontrol edilen ve insan gücü gerektiren işleri kolaylaştırmak, seri hale getirmek için kullanılan makinelerdir. CNC Tezgah Avantajları ile...
01.12.2021
İmalat sektöründe CNC makinelerin artık neredeyse her üretim aşamasında ve hassas işleme teknolojisi gerektiren tüm üretim süreçlerinde aktif olarak kullanılması çok farklı amaçlara yönelik birçok modelin ortaya çıkmasına yol açtı. Eğer bir CNC makineye ihtiyaç duyuyorsanız ve...

01.09.2021
Uzun süreden sonra EMO MILANO 2021’e katıldığımızı açıklamaktan sevinç duyuyoruz! İtalya, Milanoda gerçekleşecek fuarda CNC makine üretimi sektöründe bir Türk markası olarak ülkemizi temsil edeceğimizi sizlerle paylaşmaktan kıvanç duyarız.
Ziyaretçi Yorumları